

 精益品质
精益品质 田口玄一博士是著名的质量专家,他以预防为主、正本清源的哲学方法运思,把数理统计、经济学应用到质量管理工程中,发展出独特的质量控制技术创立了“品质工学( Quality Engineering )”,从而形成自己的质量哲学,即:质量不是靠检验得来的,也不是靠控制生产过程得来的;质量,就是把顾客的质量要求分解转化设计参数、形成预期目标值,最终生产出来低成本且性能稳定可靠的“物美价廉”的产品。
田口玄一博士在多年研究和实践的基础上,创造性地提出了关于质量的定义:“所谓质量,是指产品上市后给社会带来的损失。但是功能本身所产生的损失除外。”质量损失是指产品出厂后“给社会带来的损失”,包括直接损失(如空气污染,杂讯污染等)和间接损失(如顾客对产品的不满意以及由此造成的市场损失,销售损失等)
品质工学发展史
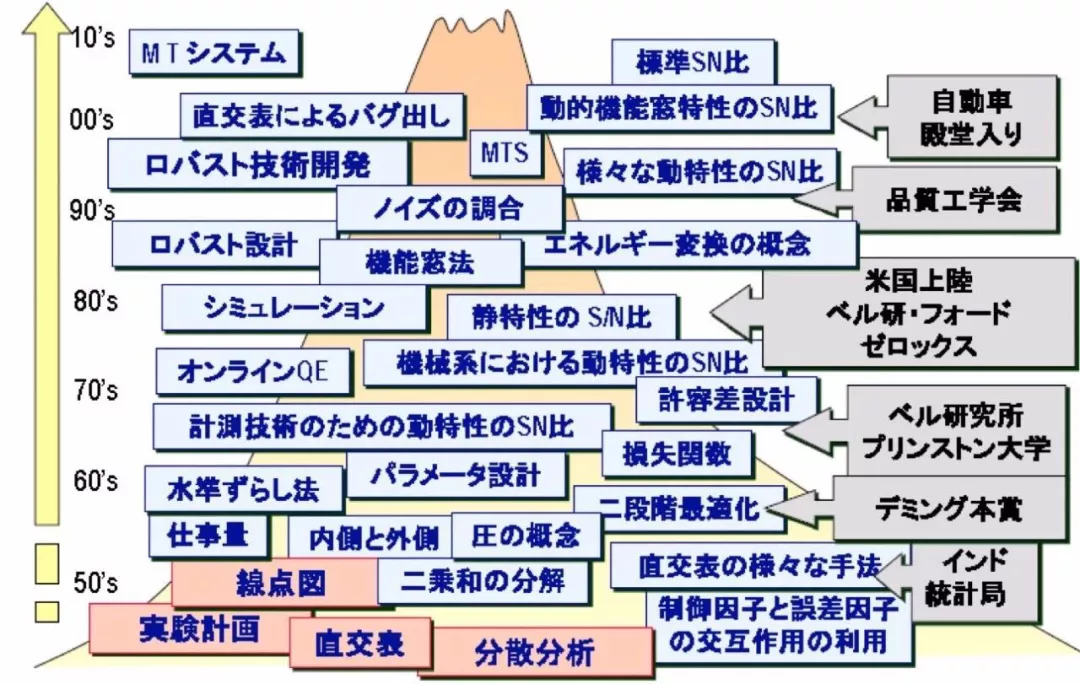
(1)1950~1970年间致力品质提升而实施SPC,为了达成品质稳定,探讨品质问题原因而因此必须进行筛选设计,然而DOE数理统计在当时是非常复杂,因此田口玄一发展出用直交表、点线图方便进行设计实验筛选出品质的关键要因,此阶段的实验方法当时被称为田口方法,时过境迁1980年代中期田口玄一出来呼吁澄清,除非采用有噪音因子的内外表与SN比才能称作田口方法,但是目前日本企业学习实验计画主流内容仍是以直交表与点线图为主;
(2)1980年代以后日本品质登峰造极,田口致力于能够适用于设计阶段品质作入的实验计划法而发展出,采用有噪音因子的内外表与静态特性的SN比以及二阶段设计等技术,而称为田口品质工学,但外人还是称为田口方法;
(3)1990年以后全球化贸易扩张,田口方法加入动态特性、基本机能、MT法等观念,在日本称为品质工学,其最新想法就是在商品企划后利用模拟方法实施田口方法,以求品质安定化设计,不过外人仍称为田口方法。
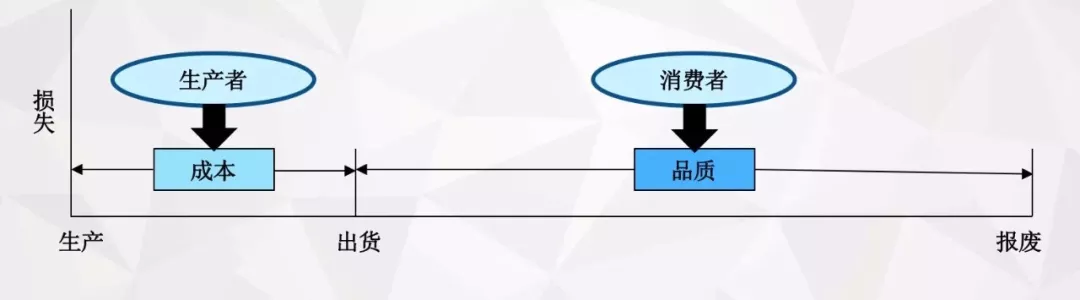
源流管理:
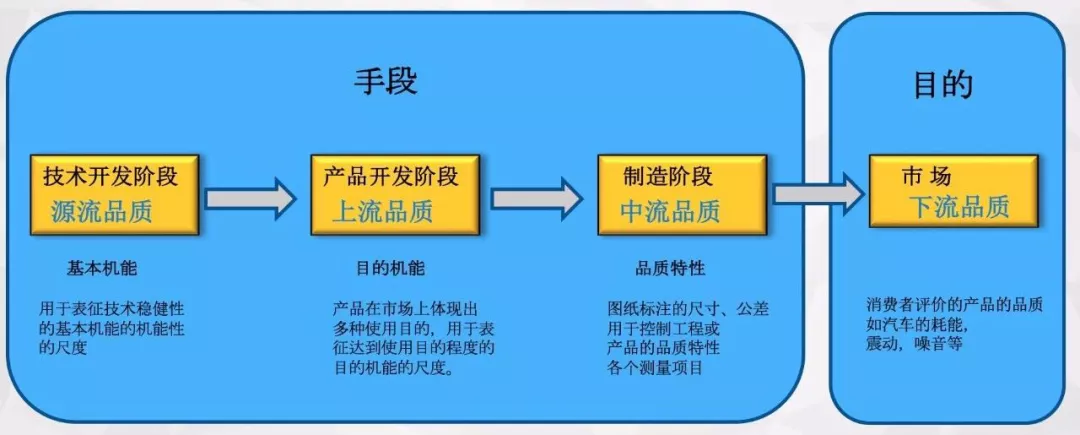
田口博士认为,开发设计阶段是保证产品质量的源流,是上流,制造和和检验阶段是下游;在质量管理中,“抓好上游管理,下游管理就很容易”,如果设计质量水平上不去,生产制造过程中就很难造成高质量的产品。
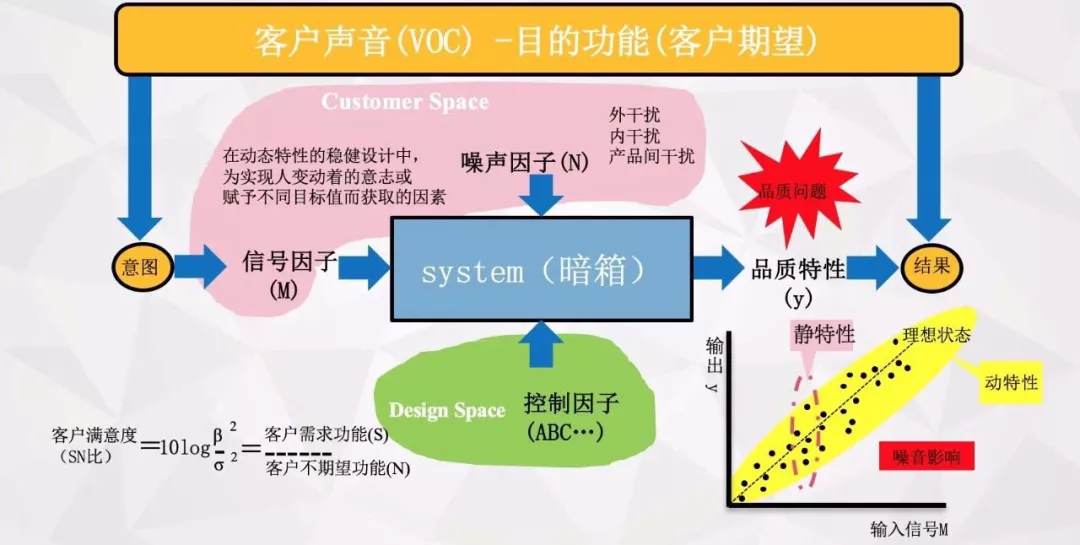
日本的众多企业就是用田口的质量管理方法进行质量管理田口博士将质量分为二类,第一类是顾客要的,这包括机能本身、外观、产品种类、售价等相关议题;第二类是顾客不要的,例如社会损失、失效、缺点、污染、机能变异等。第一类的质量与顾客个人的所得收入与价值观有关,这方面的质量问题不是工程师所能决定的,它是取决于公司的产品策略。因此公司需决定市场区隔的大小、决定产品规格等。第二类的质量问题正是工程师所要改善的,它对于市场占有率有着重要的影响,并可提升出口市场的竞争力。
田口博士认为所有第二类型的质量问题都是起因于底下三种杂音因子:(1)环境使用状况,(2)退化与磨损,(3)个别的差异(即制造的不良)。非常重要的观念就是,生产或制造工程师无法解决来自使用状况与退化等杂音的问题,他们只能改善来自制造不良的问题;然而产品设计工程师却可以改善所有来自上述三种杂音因子的问题。所以在研发阶段,训练产品设计工程师如何衡量产品机能的稳健性,是很重要的。也就是说,传统产品研发的测试与评估方式需要做改变,我们需要训练设计工程师如何评估产品机能性(相对于下游的使用状况),而这种训练对于达成竞争力而言是一最急迫的投资。在日本已有许多世界级的公司大量投资在这方面的训练。
田口方法为日本田口玄一博士依据统计学原理、方法所开发出来的一种实验方法,可协助研发工程人员以最少的实验次数,快速寻找最佳的制程参数组合条件,以大量减少实验次数,降低实验成本而提高效率。
当今制造业面对市场竞争国际化,市场需求多样化,产品的寿命周期日益缩短,惟有用极短的研发周期源源不断的推出新产品,才能在市场占据有利地位。 否则企业将会失去市场份额。
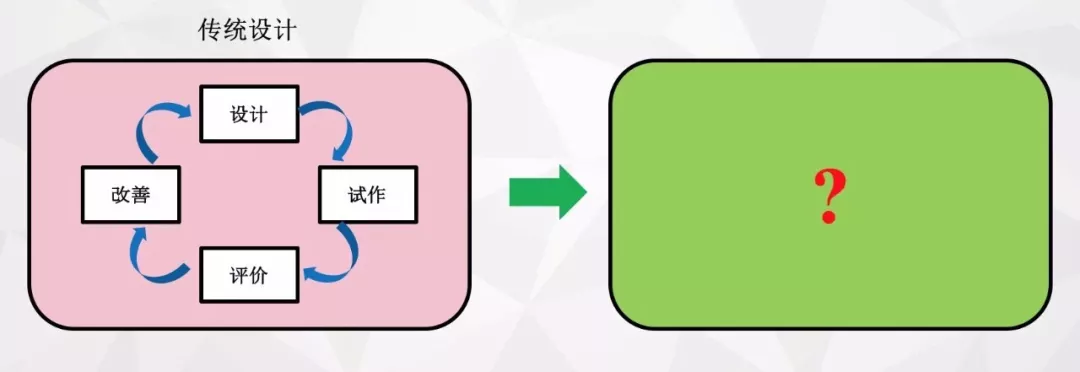
因为不管多好的产品,错过了上市时机就可能变的一钱不值!然而即使研发人员加班加点也无济于事,似乎缩短研发周期的潜力已经被挖尽了。事实上只有不断改革“研发方法”才能解决根本问题。彻底改变“研发方法”的方法早在20世纪70年代就产生了,那就是田口方法,早在20世纪八十年代,田口方法就已在美国的国防、汽车工业领域闻名遐迩。在应用田口方法的研发过程中,人们几乎看不到反反复复的设计更改,在产品整体设计确定之前技术人员就可开始进行关键技术的研发。由于在最接近源头的阶段使用田口方法,所以从根本上防止了因下游出现的问题而造成的设计返工、更改,做到防患于未然,大幅度缩短了开发周期。
田口方法能够缩短研发时间,首先在于它在短时间内将开发产品对噪声的稳定性推向极限,即在开发的最初阶段就将开发产品的稳定性提高到极限。这样后续耐久实验中可能出现的问题就被防患于未然了,从而也就避免了反复实验和设计更改。
当然这样不仅防止了开发阶段的问题也防止了推向市场之后的问题。反过来说,如果应用田口方法仍不能保证功能对外部干扰的稳定性(抗干扰性),那么即使努力开发下去也难成气候。田口方法可在早期判断开发产品的前途,这样你可早点转向别的开发方向,避免沉溺于其中,使时间流失,失去金钱、失去机会。
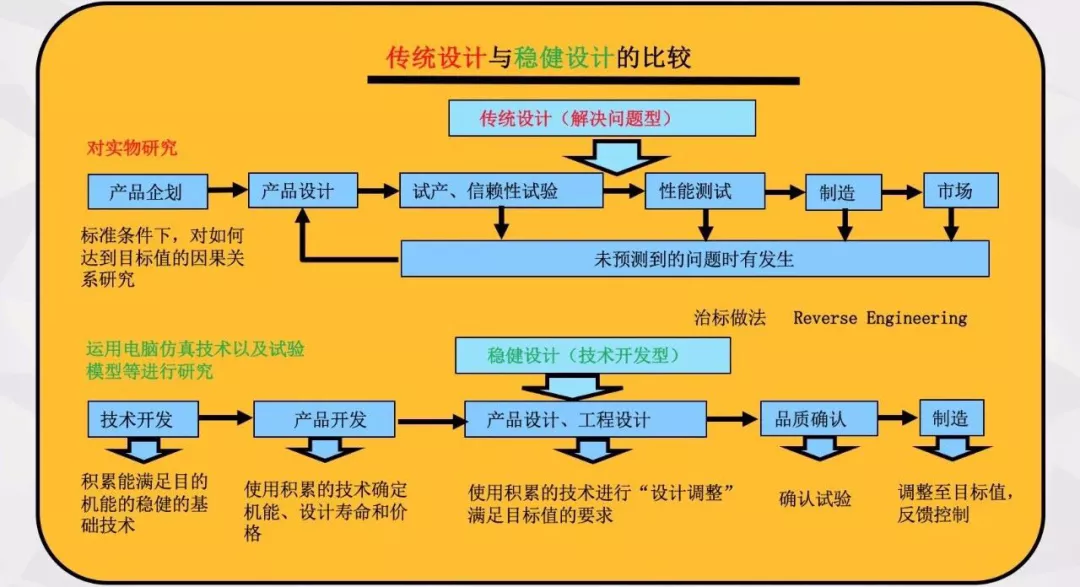
田口方法能够缩短研发周期的第二个原因是在产品整体设计完成之前,先开发关键技术与基本系统。传统的开发方法是如果没有明确尺寸和性能,就无法确定开发方向,通常是在产品整体设计成熟后再进行关键技术开发,可是这就延误了时间。
田口方法则是将必要的系统与技术在产品整体设计之前开发,产品整体设计确定后马上将其结合起来。 组装成产品。田口方法最核心的技术是参数设计。在产品设计中采用参数设计、容差设计的思想。
技术开发主要应用参数设计,通过参数优化设计实现产品的稳定性和基本功能,再进行容差设计,锦上添花。参数设计:开发基本功能并使其健壮。以汽车刹车器为例,“各种油压(输入)及与制动力矩(输出)存在线性比例关系,也就是说踩刹车踏板的力与制动力成比例,如果保证这种基本功能具有健壮性(抵抗外界能力强),就可以最大限度地提高能量的利用率。
田口认为所有的质量问题都可看成是基本功能不完善造成,提高能量利用率就是优质产品。比如,如果所有的系统都能将投入的能量100%转化到设计目标中去,噪音、震动、发热等质量问题就不会产生,产生噪音和震动引发的质量问题,就是因为投入的能量没有被有效地利用。
在这种情况下,传统的做法是对噪音、震动等用户能够直接感受到的质量特性进行直接测量,改变设计使之达到最小限度,如加入防震橡胶或加个盖子,然而,用防震橡胶减轻的震动和用盖子封住的噪音却转化成了热能,引起发热。这又成了一个新的质量问题。如果为防止发热而安装冷却装置,将会伴有更大的发热,还会引起一连串的其他方面问题。从以上问题分析我们可以看到噪音、震荡等质量特性,不过是机器内部产生某些故障的表现形式,对它进行测量,采取措施降低,并不解决实际问题。而按照田口方法,只要改善系统的基本功能,提高能量利用率,从根本上杜绝能力损失,引起质量的问题也就消失了。 继续分析汽车刹车器,当刹车时,加在刹车上的油压与制动力成线性关系变化,参数设计的目的是,即使存在使用环境变化和生锈、磨损等内部老化,我们也要尽量保持使油压(输入)与制动力(输出)成直线。
因此在技术开发阶段,人为制造各种噪声干扰,在这种条件下,使加在刹车踏板上的力发生各种变化,通过实验寻找最佳参数搭配,使踏力与制动力之间的关系接近直线,这就是产品的健壮性设计。 接下来,我们进一步寻找不影响健壮性却能决定产品性能的参数,对其进行调整,尽量提高油压与制动力的比例系数,实现以较小的踏力来获得较大的制动力。
这就相当于提高了能量的利用效率。参数设计解决的是与产品基本功能有关的问题,与产品整体设计无关。这样就可以大幅度的超越现实来改变设计参数,扩大实验范围,直至逼近极限,大胆摸索找到使基本功能尽可能健壮的参数。
以上刹车器的技术开发只是开发出一种刹车器,至于产品用于小轿车还是大卡车等具体产品都没有涉及,所以说在产品整体设计前完成了技术开发。这样,只要你改变刹车盘直径、刹车片尺寸等少量设计参数,就可以在短期内实现系列产品的开发。
日本与欧美的学者关于试验设计法数学模型方面的争论,便涉及到工程观念和科学观点的问题。田口玄一博士是工程师出身的数学家,他能融合工程与科学于一身,在理论方面有创造性,在应用方面能达到自如境地。
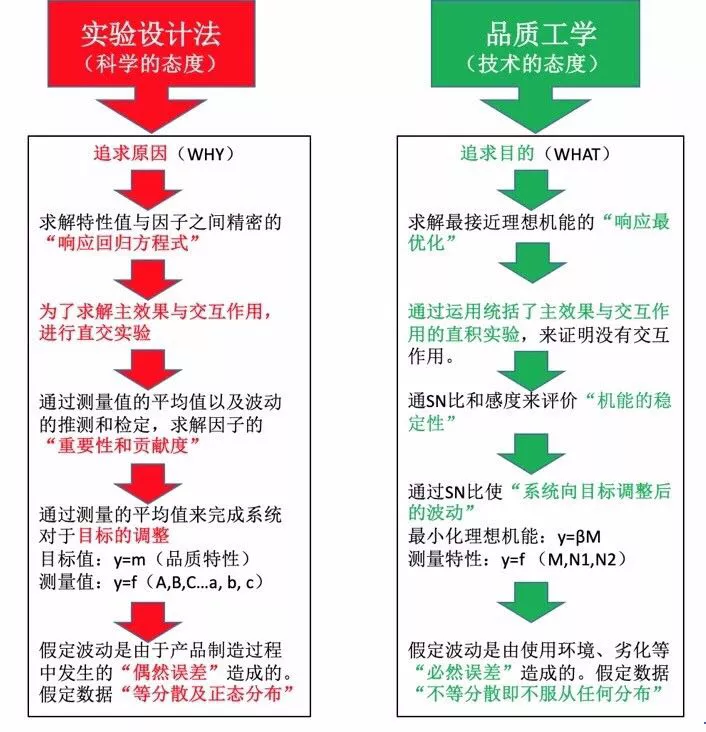
田口博士认为他的方法是一种工程的方法,而工程与科学之间有很大的差别存在。科学是追求能够说明自然现象的法则,以找出唯一的正确法则为目的而努力。在工程的领域里,拥有同样机能的产品可用各种方法来设计与制造。目前有很多工程方面的书描述如何设计一产品以执行产品机能,但这些书就是不谈如何在各种使用状况下最小化机能失效、如何借由改善稳健性来降低制造成本、如何最小化污染等问题。这些问题对于一企业的竞争力有着重要影响,对此田口方法将扮演相当重要的角色。田口博士认为他的方法可用来改善研发部门的效率。
要想得到品质,就不测量品质!
日本已经迎来了令和的时代,而经济低迷的现状似乎不见起色。产业更加空洞化、GDP被中国赶超、技术革新力底下等诸多问题。
在新的令和时代,希望能够看到更多好的案例:可以满足顾客需求的新系统的创立、开发新的技能性评价,从而进行稳健设计。
在现今全球竞争化激烈的时代,日本在系统创新,新价值创造的领域已经是不容乐观的状态。
大多数技术者和管理者,仅仅把品质工学认为是评价和优化的一种更有效率的方法。然而田口先生十分强调创造性。强调系统的创造性。所以品质工学更应该是一种新技术,新产品开发的工具。
我们在更多的场合应该强调这一点。
日本人是很认真的。我们过去很多情况下,把美国开发的新产品、新技术拿过来发展到极致。却很少有完全自己日本人开发的新技术。这也可能是日本人太过于认真的原因吧。