

 精益品质
精益品质
图1 - 导向工装
2 . 导向/基准/阻塞棒或销
导向销:定向或定位零件、工具或夹具,确保正确的安置。阻塞销:是阻滞、阻碍或防止零件、工具或夹具不正确的定位。
如图2,通过在夹具上安装定位销,使之与小板上的两个孔对应,因而仅需将小板安置在夹具中,各种尺寸的板可以自动的对准。消除在准备阶段的对错位的操作错误。
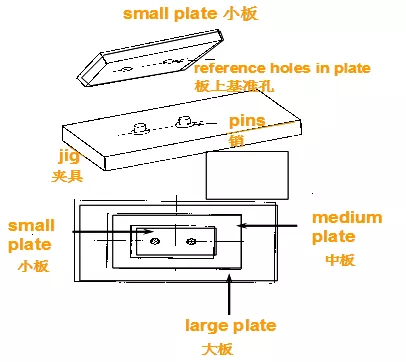
图3 - 贴商标简易工装
4 . 限制开关/微动开关
能确认零件、工具或工装的存在、位置、尺寸、破损或使用程度(磨损)。
如图4用两个限制开关固定在压杆上,在开关2触动之前开关1被松开则表示有错误发生。(说明孔未钻透)。蜂鸣器发声以警告操作者,孔的深度钻得不对。
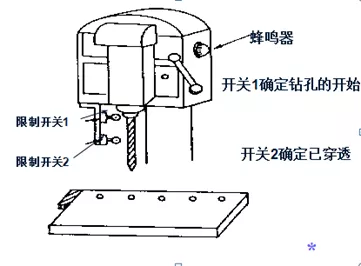
图5 - 利用计数器点焊计数设备
6 . 多余部件检出(配餐法)
多余部件检出是不依赖记数装置的点数形式。它将预先点出的正确数量从视觉上隔离,直观地告诉我们是否使用了所有的部件。
图6对某一产品所需的螺丝预先清点出来交给工人。如果产品装配完成后仍有部件剩余或者是部件不够,马上就知道有异常发生。这种检查方法可防止产品在缺件的情况下流入市场。
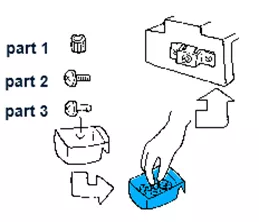
图7 - 锡膏的先进先出管理
8 . 传送槽
传送槽是零件滑、送、传或落到某些预定目的地(如下一作业点)的通道。由于各零件要通过传送槽,槽本身可用来“检查”路线上的零件,在零件到达下一操作点时检查或分检出错误,我们称此种槽为检测槽。
如图8,过程中零件可能上下颠倒。滑槽中安装的检查点可自动移开颠倒零件。检查点有切口使颠倒零件落入下方的转送盒中。百家管理i方向正确的零件可自由通过。结果是送到下一位置的零件方向正确。
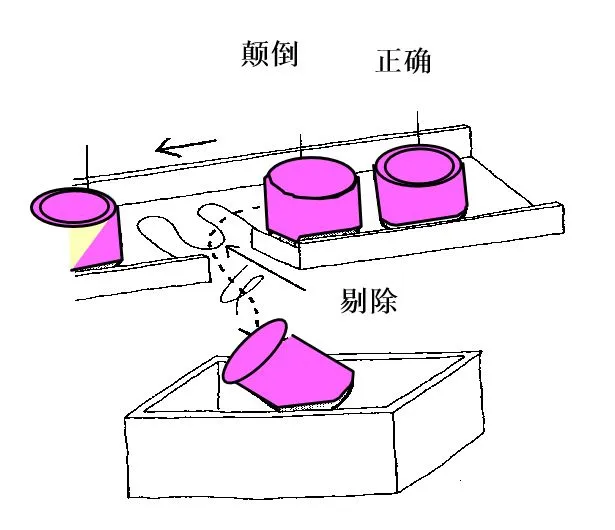
图9 - 绕线马达异常剔除工装原理
10 . 传感器
传感器是用来探测和响应质量,安全和生产率等特性波动的电子装置或仪器。传感器可以高精度确定零件、工具或夹具的存在和位置,并可探测破裂、损坏或磨损。
如图10,过程中零件没有开槽。安装光电探测器确定各零件已开槽。旋转零件,如果检测到光,可确定已成功开槽,如果没有检测到光,确定零件为没有开槽。
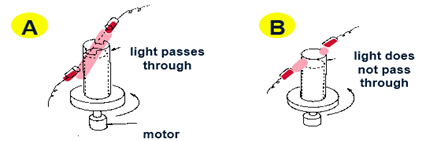
图11 - 白车身涂密封胶
12 . 标准化
标准元素如重量、尺寸或形状可作为开发防错装置的关键。如检空间尺寸的检具(图12尾灯检具)、检外部形状的检具、通止规、塞规、螺纹规、标准样件(图13 前灯标准样件)等等。有时现有的标准因素不容易转换成防错装置。在此种情形下,我们可尝试识别特殊的特性并建立新的标准因素,以协助我们隔离非标准因素。
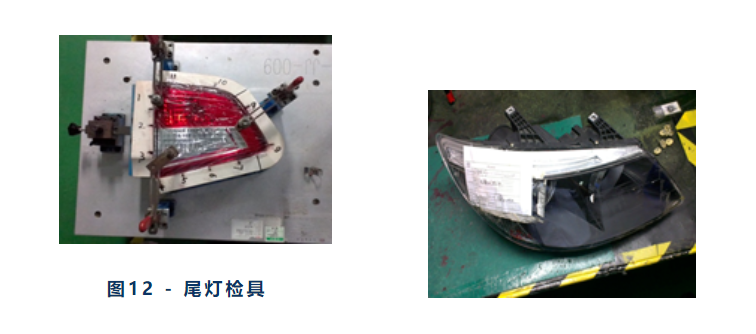
图12 - 尾灯检具