Written by 深圳市方圆智汇科技有限公司
什么叫变化点?
变化点是指从通常状态变化为另外的状态。
5M1E 变化点管理意义?
防止出现批量质量问题;加强可追溯性,有利于产品出现问题时的分析对策,有利于对有质量问题的产品流入市场后的处置。
通过对变化点的管理,有利于加强对各环节的质量控制、质量改进,不断改进过程及产品质量。
为何要进行 5M1E 变化点管理?
----因为任何过程都可能存在许多引起变化的因素,在管理一些主要的变化点时,都必须追究造成变化的因素,并采取相应措施,因为如果对变化点管理不到位,就可能会造成批量性问题 严重时会出现安全性批量质量问题。
5M1E 变化点管理的基本思想:
针对变化点应建立预防机制及应急反应机制。通过预防机制,尽量减少突发性的变化(如减少设备故障);通过应急反应机制,当出现突发性变化时,能有条不紊地对突发性的变化采取相应的措施。
变化点6要素(5M1E):
人、 Man (人员是否有变动)
机、 Machine (机器是否有异常)
料、 Material (物料是否有问题)
法、 Example (方法是否有改变)
环、 Metalring(环境是否有影响)
测、 Measurement (测量方法是否有变更)
(1)人:人员变化项目
●新员工
做好岗前的培训与考核。
●作业者交接 (轮班的变更)
做好作业交接记录,特别是对一些异常的问题及一些需要进行确认的事项,应做好交接。
●其它岗位员工顶岗� 多能手的培养、确认及注册,技能评定。
●人员身体不适等异常出现
更换人员而替换了代理作业人员。
● 暂时离开作业
● 急增派遣劳动者
● 休长假、放年假
● 春节长假过后的首次作业
● 由于增产,而变更了生产线的节拍 作业负荷·人员配置的变更
(2)机:设备变化项目
●新增设备
掌握设备的加工条件、设备能力,对设备进行验收。
● 设备搬移
● 防呆防错设备的变更
● 新工装的变更
● 设备部品的更换(定期・修理)
●修理模具、工装、刀具、砂轮、电极等
●使用新的模具、工装、刀具、砂轮、电极等
●更换模具、工装 、刀具
●设备、模具、夹具及刀具调整
●设备故障、磨损
◇按照“设备日常点检要求”对设备进行点检,发现设备有问题应建立“设备坚决不能带病作业的文化及制度”
◇对发现设备的故障及磨损前所生产的产品进行检查,有异常时应对产品进行追溯、隔离
◇设备出现故障时的应急计划
※平时已设定可替代设备及其相应的工艺参数
※配备相应的维修配件、专业的维修人员及相应的维修工具等,以便快速维修
◇设备故障的分析,是否可从日常点检的项目及基准方面、维护保养的项目及基准方面完善,以便及时发现问题,及早采取措施,避免出现大的故障
(3)料:产品变化项目
●设计变更(含材料变更)
●辅助材料变更
●采购产品的变更(供应商变更、现有供应商的产品出现工程变更)
●异地生产
●试制产品
●返修返工品
●不合格品
●发现了掉到地上的产品
●长期滞留的产品
●发现可疑产品
●发现不良品
(4)法:生产条件方法变化项目
●加工方法变化:如手工变为自动
●加工条件:温度、压力、电压电流、切削油等
●搬运方法、包装状态、容器变更
● 恢复很久不生产的产品的生产
●生产计划临时调整
●工艺流程变化:工序的顺序调整
●作业过程中,中断作业,短时离开
●无法进行通常的作业:难于装夹、存在间隙过大、过小
●由未熟练人员一个人操作
(5)环:环境变化项目
●新厂房
●地震
●天气变化:湿度大、温度
(6)测:测量变化项目
●评价标准发生变更
●使用新测量设备(包括检具)
●变更测量设备(包括检具)
●测量设备:包括检具、通用量具等,失准、超过检定及确认周期
●测量的频次发生变更
发现变化点的三个环节
(1)产品要求出现变化
(可以预先掌握的变化点)
→新客户开始定货时
→老客户要求订购新产品时
→已订购的产品要求发生更改时
(设计变更时)
(2)制造过程中出现的变化点� —5M1E 的变化
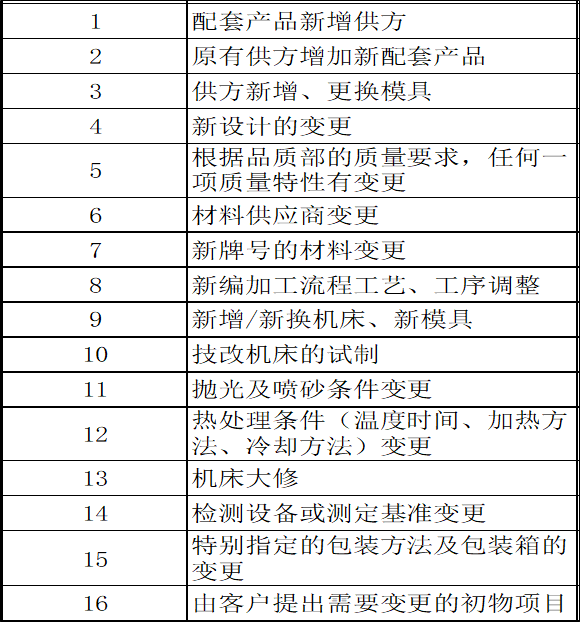
◎能预先掌握的变化点(见下表)
◎制造过程中出现异常(不能预先掌握的变化点)
☆操作过程之中,设备不能正常运转或停止了
☆设备出现异响、震动、异味等
☆无法进行通常的作业(难于装夹、存在间隙)
☆作业过程中,作业人员中断作业,短时离开
☆虽然不清楚原因,但是感觉到不对劲
☆作业人员突然感到身体不适
☆作业过程中,发现零部件、材料或辅料异常
☆作业过程中,发现其它过程因素异常
(3)过程输出(成品)发现的异常� —不能预先掌握的变化点
☆发现了产品异常(如生产过程及过程检验中发现异常等等)
☆异常品突然增多了
☆尺寸散差变大了
☆产品开始出现毛刺、飞边了
☆颜色、鲜艳程度等外观与平时不一样
☆放置或调试产品时,声音与平时不一样
☆产品的重量与平时不一样
5M1E 变化点产生时的处理流程
1)5M1E变化点产生时的处理流程及管理要点� —能预先掌握的变化点
①确定管理项目及其具体的管理要求(管理者)
◎通过何种方式捕捉到变化点?
◎变化点的类别为何,属 “初物分类表 ”中的哪一种情况 ?
◎变化点怎样变化?何时变化?有没有该注意的事项?应该确认的内容为何? ---变化的内容及要求。
◎谁负责变化点的实施?
◎是否需事前报告?
备注:需事先设计出对每一种变化点进行管理的要求、管理的方式及变化信息传递的流程,并设计出记录表格、变更通知等的形式
②对执行人员进行指示(管理者)
---需通知到所涉及的所有人员
---对执行人员进行指示(何种形式),要求执行人员对管理项目及具体要求彻底明白为止
③按要求实施并对产品质量进行检查(执行人员)
---按要求执行,并对其产品质量进行检查
④监督检查(管理者)
---针对规定事项,对执行情况进行监督,并对产品质量进行抽查,确认其质量
注:对能预先掌握的变化点的管理见预先知道的变化点的管理
2)出现异常时的处理流程及管理要点� —不能预先掌握的变化点
①确认变化点(作业人员)
---变化点分为一目了然的变化点(如设备设备突然停止工作)及需分析才能发现的变化点(如对控制图、检验记录等进行分析发现的变化点)
---从安全、质量的观点出发,在现场对变化点的内容进行确认
---针对变化内容,对产品进行抽查,确认其质量
---将时间、内容进行记录
②报告(作业人员)
---立即向上司及相关人员(如检验人员)汇报
---向相关的过程或工序传达信息
注:报告的途径需明确,不然会造成混乱
③检查分析(管理者)
---对工艺进行验证。本工序是否有工艺或过程控制方面的要求?要求是否合适(完整性及明确性)?是否按要求执行?
---根据变化点的内容,对不良品进行确认,确认不良品的具体情况及严重程度。下道工序产品质量如何?库存品质量如何? 已经发货品质量如何?类似品质量如何?
---针对不良问题,对照相关的工艺/控制规定要求,从5M1E六方面进行分析、验证,确认主要的、关键的影响因素。并从发生原因和流出原因两方面进行分析?
注意:检查分析时必须亲临现场了解实际情况,获得一手资料
④对策措施(管理者)
---通过确认、检查发现不良时,对不良品(包括流出及未流出的不良品)迅速采取行动
---针对上面检查分析的原因,制定对策措施计划,该计划必须与所分析的原因相对应,制定的对策必须有对策责任人和对策完成时间
---过程不稳定时和能力不足时,必须适当地控制过程输出,必要时进行100%的检验或增加检验的频次和样本
⑤确认效果(管理者)
---针对不良品是否均已进行纠正
---对策措施计划是否均已执行,措施是否有效,对策措施效果欠佳时需进一步采取措施
---相关的对策措施是否体现在体系管理文件上
注:对不能预先掌握的变化点的管理见不能预先掌握的变化点的管理


 现场管理
现场管理