

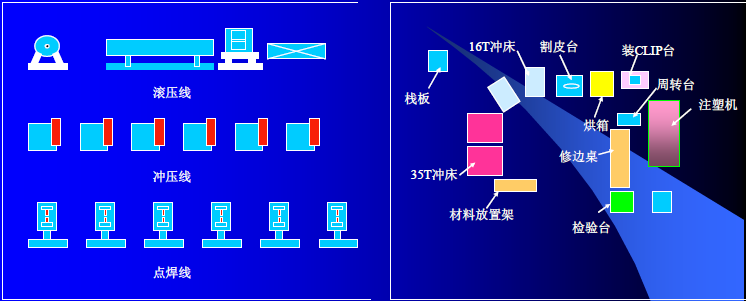
 拉动式生产
拉动式生产 生产线(Line),广义生产线指产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运输、装配、检验等一系列生产线活动所构成的路线;狭义生产线也指一段或几段连接在一起的运动的机械化传送带和工序组合,俗称流水线。
在生产管理中,节拍是精益生产的关键理念。节拍,简称生产节拍,也有的称为线速,它是控制生产速度的指标。明确生产节拍,就可以指挥整个工厂的各道工序,保证各个工序按统一的速度生产加工出零件、半成品、成品,从而达到生产的平衡与同步化(JIT)。
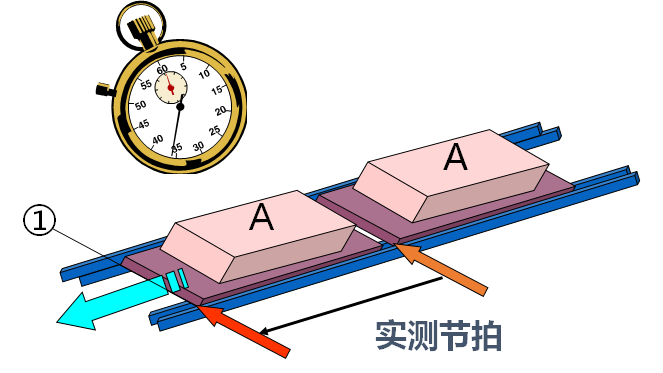
节拍分为两种,生产节拍和客户节拍。生产节拍,就是在流水线上从上一个产品开始加工到下一个产品开始加工中间的时间间隔。
客户节拍(T/T),是指在规定时间内完成预定产量,各工序完成单位成品所需的作业时间。
稼动率,是指出除一些无效时间以后的生产线时间(稼动时间)与所占生产线工作时间的比率。
节拍 = (有效出勤时间 X 生产稼动率)/[生产计划量 X(1+不良率)]
在组建生产线前,需要了解客户的需求,即客户节拍。理想状态下,在实际生产时,根据JIT的要求为满足客户需求,将生产节拍设定为客户节拍。
节拍设定:生产节拍 = 客户节拍
周期时间(CT,Cycle Time)是指完成一项工作或一系列操作的循环时间,是两个重复动作的时间间隔。节拍时间不等同于周期时间,周期时间可能小于、大于或等于节拍时间。周期时间分为人的周期时间(OCT,Operator Cycle Time ),设备的周期时间(MCT,Machine Cycle Time )。
工时分为加工工时和标准工时。加工工时,特指产品的加工时间,是生产线上所有制程有效加工时间的总和;标准工时是指具有平均熟练程度的操作者,在标准作业条件和环境下,以正常的作业速度和标准的操作方法,完成某一项作业所需要的总时间。
标准工时=实测作业时间×(1+评比系数)×(1+宽放率)
=正常作业时间×(1+宽放率)
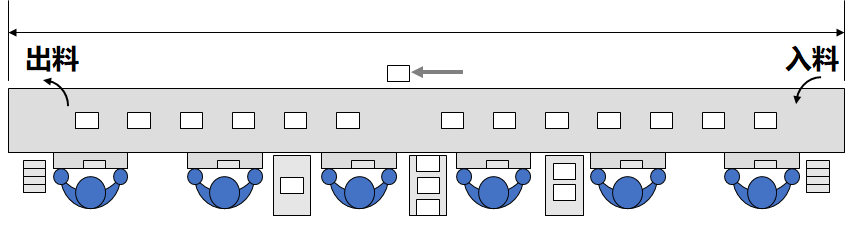
流水线线速(CV),也称为传送带速度,是指流水线的皮带传递速度。一般情况下,采用一定的距离作好标记,然后测定其时间,进而得出流水线传送带的实际速度,单位米/秒。
计算公式:CV = 间隔标记距离 / 所耗时间
假定测量的标记距离是2米,实测传动所需时间为72秒,那么CV是多少?
CV = 2 / 72 = 0.0278(米/秒)
采用流水线作业的企业,传送带的速度关系着作业效率、疲劳程度以及产量。所以,理想的传送带速度,是恰好能完成预定产量的同时又能减少员工的身心疲劳。
计算公式:CV0 = 产品设定间隔 / 生产线节拍
以箱预装线为例,DF2-28预装箱高度1.4米,工艺设定间隔为6块板,生产线节拍设定为35秒,所以,
CV0 = (1.4 + 6 *0.1) / 35 = 0.0571(米/秒)
在“一个流”、均衡生产中,生产节拍(Taket Time)起着指导生产计划、控制生产工序的加工时间,设定流水线线速,同时用于指导现场管理人员消除设备利用率低、生产线严重阻塞等现象,以提高生产效率的作用。
例:某条装配线生产节拍为22s,每天两班,每班工作时间9小时,每班10分钟休息时间,请问每天排产上限是多少?
排产量 = 每天可用工作时间 / 生产节拍
= (9*2*60-10*2)*60 / 22 = 2891(PCS)
在设计流水线的时候,需要考虑流水线的长度,配套的设备和人员数量。
例:某条流水线的生产节拍设定为36s,产品的加工工时为1250s,后工序生产节拍为18s,请问需要配置多少条这样的流水线才能满足后工序生产?每条生产线需要配置多少人?
流水线数量 = 生产节拍 / 客户节拍= 36 / 18 = 2(条)
定员 = 加工工时 / 生产节拍 = 1250 / 36 = 34.7 ≈ 35(人)
生产线平衡是现代生产管理的关键,主要依据就是生产线节拍。通过测量流水线各工序节拍,对比生产线节拍确定瓶颈工序,并运用精益生产的工具和方法进行改善,达到提高生产线平衡率、和生产线效率的目的。
单件流(one piece flow)生产方式是按产品类别布置的多制程生产方式,是精益生产中实现均衡生产的关键技术。
产品在生产过程中实现单件流动,它是准时化生产的核心,是解决在制品积压的秘方,是消除浪费的最好方法。
单件流从字面上理解,所具有的特点是:生产线上产品一件一件的流动,但它的特点远不止这一点。
对产品工艺流程的分析是单件流生产的基础也是价值流分析的关键。
德鲁克先生说过:“生产管理不是将工具用在材料上,而是将逻辑用在工作上”。用简洁的图示方式,将产品工艺流程描述出来,作为生产线布置和调整的依据。
生产线应简洁明了,无死角,无隐藏角落,标示明确。
生产的基本型态是不要让生产物流停滞下来
①.买简易的设备
指仅具有基本功能作用的机器,再根据生产要求逐步附加上一些必要的机能。
②.门当户对的设备
设备的使用应当恰如其分,配合适当的需求,购买门当户对的专用机器设备。
③.小型化的设备
生产的设备要小型化,产量需求增加时,能够很适当地追加上去,才不会造成产能过剩的现象。
生产线应能使交期时间变得更快,即”细流而快”。理想的设备最好能做到一次仅能做一个,马上流到下一制程,中间没有停滞。
①.要小型化
②.设备要有轮子或容易搬运
③.设备的水电气应设快速接头、插座
④.物品在加工时的出入口要一致化,有自动弹出装置更好
⑤.设备的管线要整齐并有柔性
①.设备的适用性要强只要改变某些部位,就能转变成其他用途
②.设备切换速度要快产品变化,仅需更换部分机构或组件就可生产该产品
③.明确各生产区域
保持其弹性变更的能力,尽量不隔离成不同的房间
④.设备要有扩充产能的可能性
⑤.设备要能够标准化
避免做调整或者是试作的工作
作业面缩短,不但可以减少作业者走动时间的浪费,也可以减少作业者的周期时间。
1.前制程的出口为后制程的入口
2.作业面的接近、高度与深度要使作业者尽量靠近作业点的位置,站立工作时的高度以肚脐的高度为准,深度以手腕前后动作的适当深度即可。
3.狭窄深长的设备
4.减少无附加价值的走动。
从现有的机器动作的品质来改善提升,不但花费的投资少,同时又能很快地满足市场需求的快速成长。
1.有高效动作的设备。
设备应能产生有附加价值的加工动作,无效的动作都应去掉。
2.有“连结”功能的设备动作。
前后相连的动作有一部份是在同一时间内同时动作,它不但可使动作的品质高,而且所花费的成本较低,周期时间也短,产能较高。
3.有移动功能的设备动作。
机械设备的动作必须多能化。
制程中应实现产品的单件流动,避免出现在制品堆积,使得产品品质更有保障。
物流的道路通畅可使物料流动
时不受阻碍,同时在生产线变动时能更快速切换。
原物料、配件等尽量用可流动的周转容器来搬运,可做到定容定量,方便流转的作用。
生产线的布局不能让物流交叉,避免混流。
生产线应设立辅助人员来完成非标准的动作,尽量减少生产线操作工因各种变异因素而
造成停线。
条件一:单件流动
—— 将浪费显现化,消除批量不良
条件二:按工艺顺序布置生产设备
—— 消除搬运的浪费
条件三:生产速度同步化
—— 消除在制品堆积与等待的浪费
条件四:多制程操作的作业
—— 可实现制程合并,少人化
条件五:操作工的多能化
—— 作业标准化,制程合并
条件六:走动作业
—— 多制程作业,便于发现问题
条件七:机器设备的小型化
—— 易于生产线变更,节省空间,大型设备未必就是最好的
条件八:生产线最短距离的布置(U型化)
—— 消除走动的浪费、最经济的作业布置方式
步骤1:全员的意识建立
观念上必须改变,要站在客户的立场去坚持以单件流的生产方式作业,尤其是管理人员。
步骤2:成立示范改善小组
不同部门的中坚管理人员成立示范改善小组尝试,以便能彻底实施
步骤3:选定示范生产线/样板线
应从最容易的地方着手作示范
步骤4:现况调整分析
选定示范线后,应先充分了解该产品的生产状况(如生产流程图,生产线布置方式,人员的配置及生产性,库存时间人力空间及设备的稼动率)
步骤5:设定生产节拍
许多改善的出发点以生产节拍为依据,生产节拍受生产时间及订单量的变化而变化,与现场的设备、人员的生产能力是无关的。
步骤6:决定设备、人员的数量
根据生产节拍、各制程的加工时间和人力时间,计算出各个制程的设备需求数和作业人员的需求数,设备不足,应分析稼动率,进一步改善以提高设备产能;而人员不足,则必须努力设法将零点几个人的工作量予以改善,并消除掉--少人化
设备数量 = 设备加工周期 / 生产线节拍
作业人员数量 = 产品加工工时 / 生产线节拍
步骤7:布置单件流的生产线
要依制程加工顺序,以逆时针拉动,设备尽量拉拢以减少人员走动及物品搬运的距离,设备小型化、滑轮化、导轨化、专用化,设备的工作点高度应抬高,以增加作业人员工作的灵活性。
步骤8:配置作业人员
依计算所得的作业人数及机器设备的布置,以“生产节拍”为目标,将各制程分配到每一个操作工,使得每一位操作工所分配到的制程人力时间的总和(人工工时)能与“生产节拍”完全一致,最好或越接近越好。操作工必须要有能操作多项制程的多能工,才能有效充分的利用人力时间。
步骤9:单件流动
流线化生产的方式其中一个目的就是,将以往不知道的潜在浪费暴露出来。生产线建立后,就能以加工一个,检查一个,传送一个到下一制程的方式生产,即单件流动的真正意义。
步骤10:维持管理与改善
流线化生产线配置好之后,会有各种意想不到的问题,应尽量改善,对于人员的排斥,应苦口婆心予以沟通让其接受。
步骤11:水平展开与无人化目标
样板线验证成功后,应在全工厂内推广,并朝着少人化、无人化的目标继续前进。